
New, Magnetically Driven Centrifugal Pump From SPX: Driving Efficiency, Sustainability And Reliability Into Hygienic Pumping Applications

SPX, a leading provider of food processing solutions, has announced the release of its new EcoPure sanitary centrifugal pump. Designed to increase production efficiency and final product safety, this new pump has been developed with an in-depth understanding of pumping technology to specifically address modern challenges in hygienic applications within industries such as food and beverage, dairy and pharmaceutical.
The EcoPure pump is engineered to provide increased efficiency, reliability and safety in traditional hygienic centrifugal pump applications through the use of high-powered drive magnets and extremely efficient impellers in a design that does not include mechanical seals. With no need for seal maintenance or risk of product contamination through seal failure, the pump delivers significant benefits in enhanced food/product safety, reduced maintenance requirements, improved reliability and increased pump availability. It further helps a plants ability to reduce waste water streams associated with seal flushing.
The innovative design uses a magnetic drive system which effectively creates a virtually ‘leak-free*’ pump solution by removing the need for mechanical seals. Unlike traditional industrial magnetic drives, however, the drive system is engineered to provide hygienic operation by incorporating the magnets directly into the impeller. This not only ensures a completely sanitary solution, but also ensures smooth product flow and results in a simpler, reliable pump configuration. With no seals to replace or maintain, the ‘leak-free’ EcoPure pump further increases process health and safety by ensuring there is no product leakage that operators may slip on and no flush water entering the product zone. The design also simplifies the infrastructure required for the pump with no need for water lines or any controls for seal flushing.
The pump uses heavy duty forged and machined wetted components to ensure durability in demanding process environments. The heavy-duty drive shaft maximizes rigidity to increase reliability and reduce vibration and noise. The one-piece machined stainless steel impeller provides an open eye area that optimizes pumping efficiency and lowers net positive suction head (NSPH) requirements. A forged, volute design casing further ensures excellent pumping efficiency across a wide range of applications.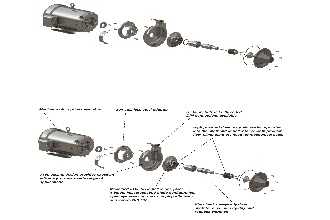
The EcoPure pump is designed for clean-in-place (CIP) or sterilize-in-place (SIP) operation and is 3A and EHEDG compliant. It is available in a range of sizes and has multiple motor options, making it an exceptionally flexible solution to match specific application needs.
Jeff Sporer, Global Product Sales Manager – Pumps and Valves commented, “We have a vast portfolio of pump technology and expertise at SPX as well as a long history of providing leading solutions into sanitary applications. This latest product offers an exciting opportunity to address the continuing desire to enhance productivity. efficiency and safety in food, beverage, dairy and pharmaceutical processes.”
Overall, the EcoPure centrifugal pump is another example of SPX’s determination to provide increased efficiency, sustainability and reliability in the solutions it offers. Compared with traditional centrifugal pumps; its rigid design reduces maintenance and water usage, provides longer running times by eliminating the need to replace seals, and increases process safety. Operational costs are further minimized through a highly efficient impeller design.
The new EcoPure pump is the latest addition to a wide range of leading pumping and other processing technologies and services provided by SPX. The comprehensive global support, in-depth application knowledge and experience, custom engineering and turnkey solution capability SPX offers further helps assure customersthat they are getting the best overall performance from their process when they choose an SPX solution.
About SPX
Based in Charlotte, North Carolina, SPX Corporation is a global, multi-industry manufacturing leader with approximately $5B in annual revenue, operations in more than 35 countries and over 14,000 employees. The company's highly-specialized, engineered products and technologies are concentrated in Flow Technology and energy infrastructure. Many of SPX's innovative solutions are playing a role in helping to meet rising global demand for electricity and processed foods and beverages, particularly in emerging markets. The company's products include food processing systems for the food and beverage industry, critical Flow components for oil and gas processing, power transformers for utility companies, and cooling systems for power plants. For more information, visit www.spx.com.
Source: SPX